慢走絲線切割技術(shù)簡介

慢走絲線切割(又稱低速走絲電火花線切割,Low Speed Wire Cut Electrical Discharge Machining)是現(xiàn)代制造業(yè)中一項(xiàng)高精度、高效率的特種加工技術(shù)。它利用連續(xù)移動的細(xì)金屬絲(通常為黃銅、鍍鋅或鉬絲,直徑通常在0.1-0.3毫米之間)作為電極,通過脈沖火花放電對導(dǎo)電材料進(jìn)行非接觸式切割。與傳統(tǒng)的“快走絲”技術(shù)相比,慢走絲線切割的電極絲為單向一次性使用,走絲速度較慢(通常低于15米/秒),并在高精度數(shù)控系統(tǒng)的控制下,配合去離子水工作液,實(shí)現(xiàn)極為精細(xì)的輪廓加工。
其工作原理基于電火花放電的熱蝕效應(yīng)。在電極絲與工件之間施加高頻脈沖電壓,當(dāng)兩者距離縮小到幾微米時(shí),工作液(去離子水)被擊穿,產(chǎn)生瞬時(shí)高溫(可達(dá)10000°C以上),使工件局部材料熔化甚至汽化,從而逐點(diǎn)蝕除。數(shù)控系統(tǒng)精確控制電極絲沿預(yù)定軌跡移動,最終切割出復(fù)雜的二維或三維輪廓。
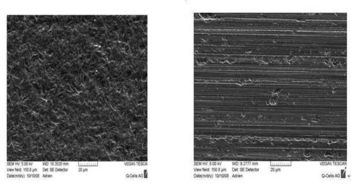
慢走絲線切割的核心優(yōu)勢在于其卓越的加工精度和表面質(zhì)量。得益于精密的走絲系統(tǒng)、閉環(huán)伺服控制和先進(jìn)的工藝數(shù)據(jù)庫,其加工精度可達(dá)±0.002毫米,表面粗糙度Ra值可優(yōu)于0.4微米,且無宏觀切削力,可加工硬度極高的材料(如淬火鋼、硬質(zhì)合金、鈦合金等),尤其適用于精密模具(如級進(jìn)模、注塑模)、航空航天零件、醫(yī)療器械及高精度樣板等關(guān)鍵領(lǐng)域的制造。
典型的加工流程包括:三維模型設(shè)計(jì)或圖紙導(dǎo)入、CAM軟件生成加工路徑與程序、工件裝夾與找正、設(shè)定加工參數(shù)(如脈沖寬度、電流、絲速、工作液電導(dǎo)率等)、執(zhí)行切割(通常包含多次切割,即粗割、半精割和精修,以逐步提高精度和光潔度),最終得到成品。其自動化程度高,現(xiàn)代設(shè)備多配備自動穿絲、自動找中心、在線測量等功能,進(jìn)一步保證了加工的穩(wěn)定性和一致性。
慢走絲線切割技術(shù)是精密制造領(lǐng)域不可或缺的關(guān)鍵工藝,它以其“以柔克剛”的特性,實(shí)現(xiàn)了對高強(qiáng)度、高硬度材料的復(fù)雜形狀進(jìn)行微米級精度的加工,極大地推動了現(xiàn)代工業(yè)向高、精、尖方向發(fā)展。
如若轉(zhuǎn)載,請注明出處:http://www.vbvh.cn/product/69.html
更新時(shí)間:2026-03-07 05:12:51